Prefabrykowane domy gotowe
Prefabrykowane budownictwo drewniane
Streszczenie
Początki drewnianego budownictwa szkieletowego przypada na XV-XVI wiek. Dziś technologia ta króluje w wielu krajach, a i w naszym kraju zyskuje coraz większą popularność. Zaletami przewyższa każdą inną technologię budowy domów. Wśród rodzajów prefabrykacji należy wyróżnić – prefabrykację otwartą, zaawansowaną i pełną. Tradycyjną prefabrykację opartą na szkielecie drewnianym zaczyna zastępować prefabrykacja oparta na Cross Laminated Timber.
Słowa kluczowe
Budownictwo prefabrykowane, domy z drewna, domy szkieletowe
Prefabrykowane budownictwo drewniane
Domy prefabrykowane, zwane potocznie „domami gotowymi” wytworzone na bazie konstrukcji drewnianych są obecnie jednym z trzech podstawowych, obok domów o lekkiej konstrukcji szkieletowej wytwarzanych bezpośrednio na placu budowy i domów z bali pełnych, systemów budowlanych w oparciu o konstrukcje drewniane.
Budownictwo domów gotowych (z niem. Fertighaus) rozwinęło się szczególnie szybko po drugiej wojnie światowej, kiedy to w wielu krajach europejskich wzrosło zapotrzebowanie na „szybkie” budownictwo mieszkaniowe. Ze względu na duży popyt na materiały budowlane w obliczu zniszczeń wojennych najłatwiejsze do zdobycia dla celów budowlanych było drewno.
Pierwszy, gwałtowny wzrost znaczenia budownictwa drewnianego spowodowany byt tym, iż każda forma prefabrykacji pozwalała na szybsze, niż w tradycyjnych systemach, zbudowanie domu. Oczywiście ile było zakładów ciesielsko-budowlanych tyle systemów prefabrykacji które z punktu widzenia konstrukcyjnego, a w szczególności z punktu widzenia fizyki budowlanej, nie zawsze byty rozwiązaniami trafnymi.
Historia
Historia budownictwa domów drewnianych sięga przełomu XV i XVI wieku. Gdzieś około 1500 roku genialny wynalazca, Leonardo da Vinci, stworzył projekt domu gdzie drewno nie było dostarczane bezpośrednio na budowę, tylko wcześniej zostało „sprefabrykowane” w formie ścian w obiekcie, który dzisiaj nazwalibyśmy zakładem prefabrykacji.
Dwieście lat później Anglicy budowali już domy, które można uznać za domy prefabrykowane, ale tą właściwą prefabrykację seryjną zaczęli Amerykanie. Emigranci z Europy potrzebowali domów budowanych szybko i w korzystnych cenach. Początkowo byty one wykonywane z przyciętych wcześniej elementów drewnianych, a w okresie od ok. 1900 roku, kiedy wybuchła gorączka złota, rozpoczęła się właściwie seryjna produkcja.
Również mieszkańcy Skandynawii już w XVIII wieku wprowadzili formy budownictwa, które można uznać za systemy prefabrykacji. Charakteryzowały się one możliwością stosunkowo łatwej rozbiórki i ponownego montażu w nowym miejscu.
W Niemczech budownictwo prefabrykowane na bazie drewna miało początek w 1870 roku, kiedy to powstawały w sposób prefabrykowany gotowe lazarety wojskowe.
Prefabrykacja rozwinęła się szczególnie w latach 1920-1930, kiedy to zaczęto wytwarzać na skalę przemysłową drewniane płyty wiórowe.
Szybki rozwój „prefabrykacji” spowodował krytykę tej formy budownictwa przez firmy budujące w konkurencyjnych systemach, co spowodowało, iż firmy zajmujące się budownictwem prefabrykowanym zaczęty jednoczyć się w związkach i stowarzyszeniach, które zlecały instytucjom naukowym prowadzenie badan nad w/w formą budownictwa, które ustalały zasady, zalecały materiały itd. Doprowadziło to do zmiany imagu budownictwa drewnianego prefabrykowanego w wielu krajach europejskich.
Firmy przystępujące do takich związków i stowarzyszeń przechodzą certyfikację swoich systemów, zobowiązują się do stosowania certyfikowanych i dopuszczonych dla budownictwa drewnianego materiałów budowlanych. Stworzone zostały nawet systemy stałej kontroli produkcji, monitorowane przez odpowiedzialne za to instytucje badawczo-sprawdzające. Firmy, które poddały się takim kontrolom po uzyskaniu pozytywnych wyników otrzymują znak jakości, który ma duże znaczenie nie tylko dla potencjalnych inwestorów, ale również dla banków współfinansujących przedsięwzięcia budowlane. Krótko mówiąc, znak jakości, otrzymany po szeregu przeprowadzonych badan i kontroli, jest gwarantem wysokiej jakości budowanego przez firmę domu.
To wszystko spowodowało wzrost koniunktury tego systemu budowlanego w ostatnich 20-30-tu latach.
Proszę sobie wyobrazić, ze w roku 1970 w Austrii udział budownictwa domów gotowych stanowił 5% całego budownictwa mieszkaniowego, a do roku 2015 nastąpił wzrost aż do 35 %. Podobnie ta forma budownictwa rozwinęła się winnych krajach Europy, takich jak: Niemcy, Szwecja, Finlandia, Anglia, Szkocja, Norwegia czy Szwajcaria. W Polsce budownictwo drewniane stanowi ok. 5% jednorodzinnego budownictwa mieszkaniowego. Wszędzie tam gdzie powstały stowarzyszenia firm budujących domy gotowe z odpowiednimi certyfikacjami systemów i materiałów budowlanych ten system znacznie się rozwinął.
W Polsce powstało podobne stowarzyszenie – Stowarzyszenie Dom Drewniany – jednoczące firmy, które zajmują się budownictwem w oparciu o konstrukcje drewniane, w tym również firmy budujące domy gotowe. Udział tego budownictwa na polskim rynku budownictwa mieszkaniowego jest jeszcze stosunkowo mały. Jest to bez wątpienia wynikiem polskiej mentalności, jak i brakiem promocji budownictwa drewnianego w naszym kraju, ale także brakiem krajowych wymagań techniczno-montażowych dla budownictwa drewnianego.
Polskie firmy produkujące i montujące domy gotowe w większości eksportują je na rynki Europy Zachodniej. Jedną z zalet tej działalności jest wzrost jakości polskich domów gotowych, spowodowany chęcią konkurowania i wygrywania z zachodnimi firmami.
Od jedenastu lat istnieje Europejskie Stowarzyszenie Domów Gotowych, do którego akces złożyło również polskie Stowarzyszenie Dom Drewniany.
Europejskie Stowarzyszenie Domów Gotowych określiło definicję domu gotowego:
w krótkim czasie, praktycznie w dwa do trzech dni.
Oczywiście dom w tym stanie wymaga jeszcze robot wykończeniowych i instalacyjnych, jednak po 2 do 3 miesiącach od chwili rozpoczęcia montażu można w nim zamieszkać.
Zasady prefabrykacji
Zasady produkcji oraz kontroli prefabrykacji określa ETAG nr 007 – Zestawy do wykonywania budynków o konstrukcji szkieletowej z drewna, wydany w ranach wytycznych do europejskich aprobat technicznych. Przedmiotem opracowania są produkowane przemysłowo i sprzedawane w postaci budynku zestawy, które są wykonywane ze wstępnie zaprojektowanych i prefabrykowanych komponentów przeznaczonych do produkcji seryjnej.
ETAG określa wymagania w zakresie:
nośności i stateczności,
bezpieczeństwa pożarowego,
higieny, zdrowia i środowiska,
bezpieczeństwa użytkowania,
ochrony przed hałasem,
oszczędności energii i ochrony cieplnej.
Rodzaje prefabrykacji
Do produkcji konstrukcji ścian, stropów i dachu używa się drewna certyfikowanego; suszonego komorowo i czterostronnie struganego, z zaokrąglonymi krawędziami wzdłużnymi. Drewno powinno posiadać wilgotność nie większą niż 18%. Takie drewna posiada większą wytrzymałość i zapewnia stabilność wymiarów, nie podlega kurczeniu się i zwichrowaniu, ma zwiększoną odporność na działanie owadów i ognia.
Ze względu stan zaawansowania prefabrykacji, prefabrykację można podzielić na trzy rodzaje: tzw. otwartą, zaawansowaną i pełną. Prefabrykacja otwarta to montaż konstrukcji ściany z poszyciem z płyty drewnopochodnej uodpornionej na działanie wilgoci. Pozostałe prace – montaż instalacji, montaż izolacji cieplnej itp. wykonuje się na placu budowy. Również pozostałe elementy budynku – stropy czy dachy podlegają montażowi na placu budowy. Taką prefabrykację preferują firmy nie mające dużego zaplecza gospodarczego i zaawansowanego umaszynowienia fabryki.
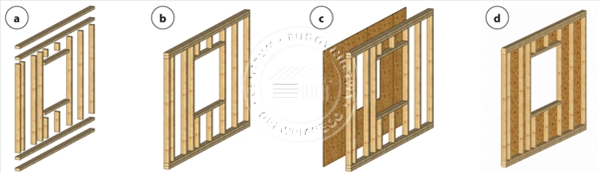
Rys. 1. Zasady prefabrykacji otwartej
a) kompletacja elementów, b) szkielet konstrukcji ściany, c) montaż płyty poszycia, d) gotowy prefabrykat
Prefabrykacja zaawansowana to prefabrykacja otwarta uzupełniona o niezbędne instalacje, izolację cieplną, folię opóźniacza pary i wewnętrzną płytę wykończeniową. Prefabrykacji podlegają wyłącznie ściany, a stropy i dachy, tak jak w technologii otwartej wykonuje się na placu budowy.
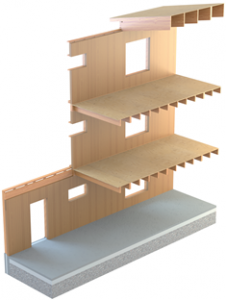
W prefabrykacji pełnej prefabrykacji podlegają wszystkie elementy budynku – ściany zewnętrzne, ściany wewnętrzne, stropy i dachy. Ze względy na wysoki stopień zaawansowania prefabrykacji fabryki domów muszą być wyposażone w wysoko zaawansowane umaszynowienie, na które składają się specjalistyczne pilarki, stoły montażowe tzw. stoły motylkowe, a także centra obróbcze.
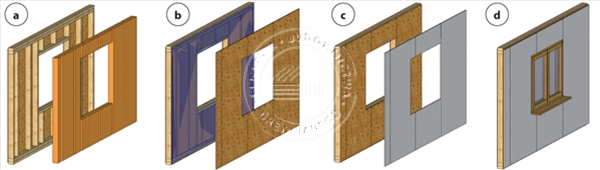
a) montaż izolacji cieplnej, b) montaż opóźniacza pary i wewnętrznej płyty poszycia,
c) montaż płyty wykończeniowej, d) gotowy element

Zdjęcie nr 1. Stół montażowy, tzw. stół motylkowy firmy Weinmann, Niemcy (foto: Weinmann)
Tak zaawansowane ściany jadą na plac budowy, gdzie prosto z samochodu montowane są na wcześniej przygotowanych fundamentach.

Zdjęcie 2. Prefabrykacja ścina na stole montażowym (foto: autor)
Podobnie przebiega proces prefabrykacji stropów i dachów. W przypadku prefabrykacji dachów może się to odbywać poprzez prefabrykację wiązarów, gdzie elementy łączone są na płytki kolczaste lub prefabrykację połaci dachowych. W prefabrykacji pełnej montaż domu odbywa się w dwa trzy dni, przy czym kolejne dwa miesiące zajmują roboty wykończeniowe.
Austriacki Instytut Drewna (Holzforschung Austria) przebadał i zatwierdził 96 rodzajów certyfikowanych ścian zewnętrznych, 9 rodzajów ścian wewnętrznych i 11 rodzajów ścian dzielących budynki szeregowe i bliźniacze oraz 25 rodzajów stropów międzykondygnacyjnych. Dodatkowo każdy rodzaj ma wiele podgrup pozwalających na 6-9-krotne zwiększenie liczby systemów. Rozwiązania te dostępne są w Internecie na stronie www.dataholz.com W/w systemy są sprawdzone nie tylko pod względem fizyki budowlanej ale również pod względem:
bezpieczeństwa przeciwpożarowego, w tym odporności na ogień,
wodoszczelności,
wydzielania niebezpiecznych substancji,
bezpieczeństwa użytkowania,
ochrony przed hałasem,
oszczędności energii i ochrony ciepła.
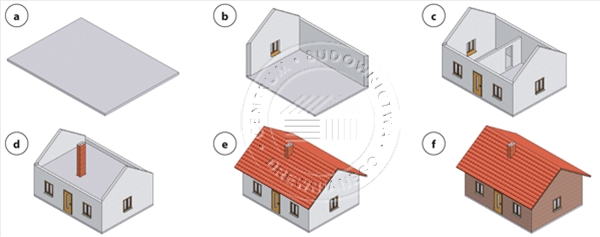
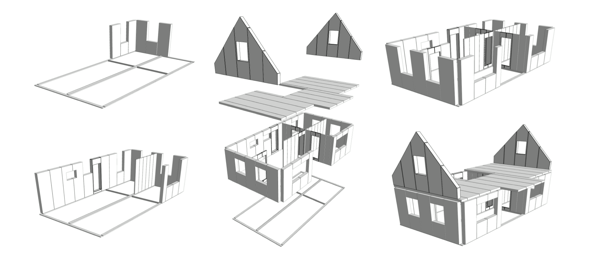
Rys. 3. Schemat prefabrykacji budynku mieszkalnego jednorodzinnego (rys. autor)
– płyta fundamentowa,
– montaż ścian zewnętrznych i wewnętrznych,
– montaż stropu na parterem,
– montaż konstrukcji dachowej,
– roboty elewacyjne,

Rys. 4. Przykładowe rozwiązania ścian (rys. KBD 2007)
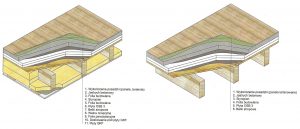
Rys. 5. Przykładowe rozwiązania stropów międzykondygnacyjnych (rys. KBD 2007)
Za granicą realizacje obiektów z drewnianych elementów prefabrykowanych o drewnianej konstrukcji szkieletowej nie są nowością. Wystarczy wspomnieć, że w ubiegłym roku w miejscowości Bergen w Norwegii wybudowano czternastokondygnacyjny budynek mieszkalny w drewnianej konstrukcji szkieletowej. Aktualnie we Wiedniu budowany jest dwudziestoczterokondygnacyjny budynek mieszkalno-biurowy, którego budowa ma się zakończyć w 2017 r.
W naszym kraju również nie brak przykładów realizacji obiektów z drewnianych elementów prefabrykowanych o konstrukcji szkieletowej, choć nie są one tak imponujące jak na zachodzie Europy czy w krajach Ameryki Północnej. Są to przeważnie wielorodzinne budynku mieszkalne realizowane głównie przez Wojskową Agencję Mieszkaniową. Osiedla takie powstały między innymi w Sandomierzu, Bartoszycach, Ząbkach pod Warszawą, Ustce a pojedynce bloki w Darłowie czy też w Witkowie koło Gniezna. Ten ostatni to trzykondygnacyjny, pięcioklatkowy blok mieszkalny. Najwyższe z tych budynków stoją min. Ustce i posiadają cztery kondygnacje.

Zdjęcie 3. Wojskowe osiedle mieszkaniowe w Ustce (foto: Trak-Bud)

Zdjęcie 4. Wojskowe osiedle mieszkaniowe w Ząbkach pod Warszawą (foto: Trak-Bud)

Zdjęcie 5. Wojskowy budynek mieszkalny w Witkowie, k. Gniezna (foto: Trak-Bud)
Dziś świat odchodzi od produkcji prefabrykatów o drewnianej konstrukcji szkieletowej, przechodząc na technologię zwaną CLT (z ang. Cross Laminated Timber) lub KLH (z niem. Kross Laminat Holz).

Rys. 6. Schemat technologii szkieletowej i technologii CLT (rys. www.woodproducts.fi)
Rys. 7. Zasady montażu budynku w systemie CLT (foto: www.facebook.com/drewnoklejonekrzyzowo)
Cross Laminatet Timber jest konstrukcyjnym materiałem przyszłości. CLT ma wiele zalet w stosunku do tradycyjnych materiałów budowlanych:
dodatni bilans CO2,
jest przyjazne dla środowiska,
jest lżejszy od betonu lub cegły
posiada dobre właściwości izolacyjne,
posiada doskonałe właściwości bezpieczeństwa pożarowego,
przy wysokim stopniu prefabrykacji zapewnia krótki i łatwy montażu,
posiada doskonałe właściwości konstrukcyjne i sposób budowy na sucho
system budowy odporny na trzęsienia ziemi,
zapewnia do 10% więcej przestrzeni użytkowej,
gwarantuje zdrowy klimat wewnętrzny.
Porównywalną technologią do CLT jest austriacka technologia Holz100. Układ warstw poszczególnych elementów Holz100 porównywalny jest do technologii CLT. Istotna różnica polega na materiale mocującym poszczególne warstwy desek: w Holz100 do łączenie desek nie stosuje się żywic syntetycznych a wyłącznie kołki drewniane.
Wąskie, ryflowane deski układane są bez szczelin w zwarte panele. Siatka mocno wysuszonych kołków drewnianych, o dokładnie wyliczonym rozstawie przechodzi przez kolejne warstwy desek, na całej grubości elementu. Kołki w swoim nowym miejscu pobierają szczątkową wilgoć z desek i pęcznieją, tworząc trwałe połączenie z otaczającymi je deskami i mocno łącząc poszczególne części w jedną masywną całość.
Tym właśnie technologia Holz100 różni się od technologii CLT; Holz100 to czyste drewno, bez żywic syntetycznych jak w technologii CLT.
Zaletą tej technologii jest jej bardzo niski współczynnik przenikalności cieplnej gdzie ʎ = 0,078 W/mK, kiedy w naszym kraju współczynnik przenikalności cieplnej dla drewna litego przyjmuje się ʎ = 0,16 W/mK. Ten niski współczynnik przenikalności cieplnej zapewniają deski ryflowane i znajdujące się pomiędzy nimi powietrze.
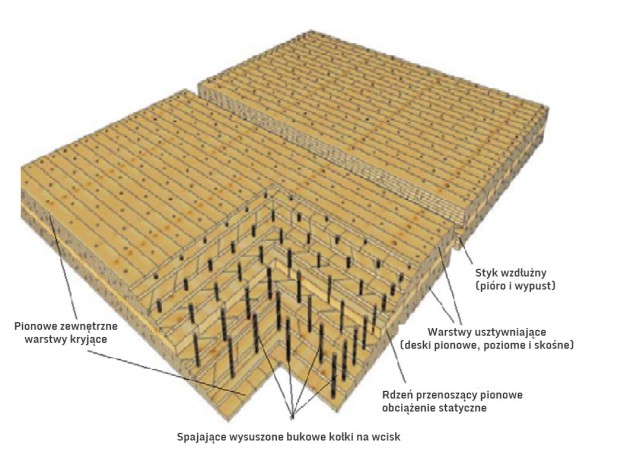
Rys. 8. Prefabrykat w systemie Holz100 (rys. E. Thoma)
Produkcja paneli MHM zaczyna się od przygotowania surowca jakim są zwykłe deski tartaczne. Deski nie są strugane, a jedynie wysuszone. Chodzi o wyjałowienie drewna i ochronę przed insektami oraz ustabilizowanie jego wymiarów. Deski mogą mieć różną szerokość, nie jest ona istotna. Kluczowa jest za to grubość desek, która powinna być stabilna i oscylować w granicach 24 mm. Deski przepuszczone są przez specjalną strugarkę, która nadaje im odpowiedni kształt i formę. Boczne krawędzie otrzymują wręgę szeroką na kilka milimetrów i głęboką na połowę grubości materiału. Dolna strona otrzymuje specjalne ryflowanie. Jego zadaniem będzie stworzenie izolacyjnej warstwy powietrza.
Produkcja paneli MHM realizowana jest na maszynie „wall master”. Standardowe wymiary maszyny umożliwiają produkcję paneli o wymiarach od 2,0 x 2,0 m do maksymalnie 3,25 m x 6,0 m. Grubość ścian też ma swoje ograniczenia i waha się w przedziale od 11,5 do 34,0 cm.

Profilowane deski układane są na stole montażowym. Operację realizuje maszyna w trybie automatycznym. Każda z warstw posiada krzyżowy układ, czyli deski z jednej warstwy ustawione są prostopadle w kolejnej warstwie. Połączenie między deskami wykonane jest za pomocą aluminiowego łącznika. Na każdy styk dwóch desek przypada dwa łączniki w układzie diagonalnym. Łącznik posiada specjalne przetłoczenia na długości, wyglądem przypominają one gwóźdź pierścieniowy. Do produkcji paneli nie wykorzystuje się żadnych dodatkowych łączników ani klejów. Gotowe panele stanowią swego rodzaju półprodukt wykorzystywany do produkcji ścian. Podstawowym łącznikiem ścian są oczywiście wkręty konstrukcyjne.
Do głównych zalet domów gotowych można zaliczyć:
dokładność wykonania elementów – prefabrykaty elementów ściennych, stropowych czy dachowych wykonuje się za pomocą urządzeń i maszyn pozwalających na milimetrową dokładność wykonywanych elementów;
krótki czas budowy – na budowę dostarczane są gotowe elementy ścian, stropów i dachu, a ich montaż to 2 do 3 dni do stanu zamkniętego. W zależności od wyboru wykończenia i możliwości finansowych (kredytowych) można się do domu gotowego wprowadzić już po 2 do 3 miesiącach od chwili rozpoczęcia montażu;
niezależność od warunków meteorologicznych – ze względu na krótki czas montażu pogoda nie ma większego wpływu na budowany obiekt;
termoizolacyjność ścian, oszczędność energii – domy gotowe charakteryzują się doskonałymi parametrami termoizolacyjnymi, krótko mówiąc w upalne dni lata jest zawsze chłodniej, a w zimie cieplej, niewiele energii potrzeba do ogrzania takiego domu, oczywiście jeżeli jest on właściwie wykonany;
niezmienna, stała cena (koszt budynku) – ustalona przed rozpoczęciem produkcji cena domu gotowego nie zmienia się, ze względu na krótki czas budowy. Wzrost cen materiałów nie odbija się na cenie domu;
suche ściany – większość form budownictwa domów gotowych prowadzona jest sucha metoda, co pozwala na wprowadzenie się do domu bezpośrednio po zakończeniu robot;
bezstresowe budowanie – firmy budujące domu gotowe mają z reguły własne projekty typowe, a poprzez wielokrotne ich wytwarzanie wyeliminowane zostały wszelkie błędy techniczne;
indywidualne budowanie – niezależnie od projektów typowych istnieje możliwość budowania domów na podstawie projektów indywidualnych, omówionych z inwestorem z zastosowaniem rozwiązań systemowych domów gotowych;
możliwość udziału w budowie – aczkolwiek do montażu domu gotowego potrzebni są doświadczeni montażyści, zawsze istnieje szereg robot, które może wykonywać przyszły właściciel wraz z rodziną, co obniża koszty.
Nie bez znaczenia dużą zaletą domów o drewnianej konstrukcji szkieletowej jest ich odporność na trzęsienia ziemi.
W Miki City, blisko Kobe w Japonii zbudowano największy na świecie stół mający symulować wstrząsy trzęsienia ziemi. Stół na wymiary ok. 20 x 15 metrów i może obsługiwać obiekty w skali 1: 1, o wadze do 2,5 tysiąca ton. Właśnie na tym stole przeprowadzono badania siedmiokondygnacyjnego budynku o drewnianej konstrukcji szkieletowej. Obiekt wytrzymał wstrząsy porównywalne do trzęsienia ziemi w granicach 6,7 w skali Richtera.
Wady
Wad jest naprawdę nie wiele, mówimy oczywiście o domach produkowanych przez odpowiedzialne firmy stosujące właściwe materiały i sprawdzone systemy technologiczne, bo jeżeli nie znajdą Państwo właściwego partnera… można mówić tylko o wadach, jak w związkach międzyludzkich.
Jedną z wad jest fakt, że ściany nie magazynują ciepła – po wyłączeniu źródła energii (ciepła) dom stosunkowo szybko się wychładza, ściany nie kumuluj ciepła, jednakże po włączeniu źródła energii (ciepła) dom szybko się nagrzewa (znowu zaleta).
Prefabrykacja kubaturowa, to prefabrykacja w której sprefabrykowane są całe pomieszczenia lub np. pół budynku lub i cały budynek.
W naszym kraju mamy przykłady takiego budownictwa. Jednym z pierwszych była firma JW Constru ction z Warszawy, które w ten sposób postawiła sieć hoteli pod nazwą „Hotel 500”. Hotele te stoją w Zegrzu, Strykowie i Tarnowie Podgórnym.
Na plac budowy były przywożone prefabrykaty w formie całych pokoi hotelowych z łazienkami, z pełnym wyposażeniem i … połową szerokości korytarza.
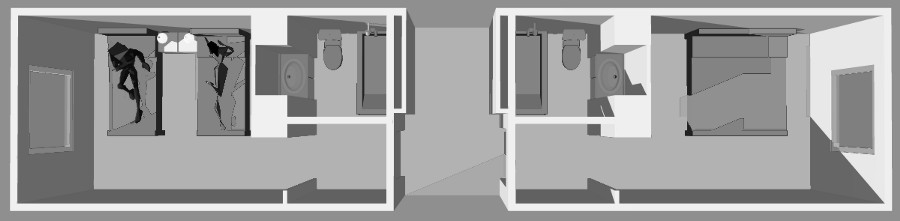
Rys. 9. Przykład prefabrykacji Hotelu 500 (rys. JW Construction)
Fabryka ta buduje, dwie połówki, a w sumie jeden dom, wykończony „pod klucz” dziennie. Do produkcji służy linia produkcyjna „na kółkach”.
Linia ma dwadzieścia dwie stacje na których wykonuje się poszczególne roboty. Linię otwiera produkcja stropu nad pustką podpodłogową. Jest to konstrukcja belkowa oparta na elementach grubości 38 mm, w osiowym rozstawie 400 mm. Wysokość belki zależy od rozpiętości i może wynosić 185, 235 lub 285 mm. Deski skrajne stropy wykonywane są z LVL (Laminated Verneer Lumber). Całość stropu pokryta jest płytą OSB/3 grub. 22 mm. Dla uniknięcia efektu skrzypienia podłogi płyta jest odizolowana od belek stropowych stale elastycznym klejem Liquid Nails. Na tej podłodze montuje się w pierwszej kolejności, wcześniej na boku przygotowane, ścianki działowe, a między mini „prefabrykowaną” wnękę łazienkową. Ścianki działowe, w zależności od przeznaczenia składane są z elementów grub. 38 mm i szerokości 68 lub 89 mm, w osiowym rozstawie co 400 mm.
Kolejnym etapem jest montaż ścian zewnętrznych, również wcześniej na boku przygotowanych. Ściany wykonywane są z elementów o przekroju 38 x 140 mm, w osiowym rozstawie 400 mm. Gotowe ściany pokrywa się wewnętrzną płytą okładzinową – płytą gipsowo-kartonową. Powyższe rozwiązanie umożliwia montaż instalacji elektrycznej i izolacji cieplnej od zewnętrznej strony budynku.
Kolejnym etapem montażu budynku jest montaż konstrukcji dachowej. W większości jest to konstrukcja krokwiowo-jętkowa. W miejscu oparcia krokwi na oczepie ściany zewnętrznej zakłada się zawiasy umożliwiające złożenie konstrukcji dachowej na czas transportu połowy budynku na plac budowy.
Po założeniu zewnętrznej płyty poszycia montowana jest folia wiatroizolacyjna a następnie stolarka okienna.
W między czasie w środku budynku wykonuje się roboty wykończeniowe – szpachlowanie płyt gipsowo-kartonowych oraz wstępne malowanie.
Większość budynków fabryka wykonuje pod dla konkretnego klienta. Stąd budynki wyposażane są zgodnie ze wcześniejszymi ustaleniami. W głównej mierze dotyczy to wewnętrznej stolarki drzwiowej, armatury sanitarnej, wykładzin czy też mebli kuchennych, a także wyposażenia garderoby, a nawet oświetlenia.
Wszelkie dobudówki, wykusze czy też mansardy wykonywane są osobno, a ich montaż odbywa się już na placu budowy.
Jak wspomniałem wcześniej, cały montaż budynku, a właściwie dwóch jego połówek odbywa się na jeden prostej linii produkcyjnej, na której poszczególne etapy robót wykonuje jednocześnie 120 pracowników.
Po zmontowaniu połówki budynku, zostaje ona załadowana na niskopodłogówkę i przewożona na miejsce przeznaczenia. Tam za pomocą dźwigu montowana jest na wcześniej przygotowanych fundamentach i łączona z drugą połową. Na miejscu wykonuje się prace związane z połączeniem dwóch połówek domu i ewentualnych przybudówek czy mansard. Wykonuje się także roboty elewacyjne.
Zakończenie
Starałem się Państwu przekazać kilka informacji o budowie domów prefabrykowanych w różnych technologiach opartych na drewnie. Są to sytemy szybkiego budownictwa, rozwijające się szczególnie szybko w ostatnich latach. W dzisiejszych czasach, kiedy zanikają granice między państwami a co za tym idzie problemy celne nie są już obciążeniem jak przed latami, producenci szukają często nowych miejsc produkcji, gdzie istotniejsze są jej koszty a odległość od miejsca budowy nie odgrywa większej roli. W tym przypadku domy gotowe zyskują coraz większe znaczenie.
Autor: Wojciech Nitka. Centrum Budownictwa Drewnianego
1. Thoma E., 2015, Na długi czas. Domy z drewna i życie. Stare mądrości w służbie nowoczesnej technologii, Vitages-Verlag – Tubingen
2. Katalog Budownictwa Drewnianego 2007, Centrum Budownictwa Szkieletowego, Gdańsk









Bardzo wartościowy referat, żałuję że nie słyszałem na zywo. ciekawi mnie ta technologia, mysle ze ma swietlaną przyszłość. Moją uwage przykuł temat dachów prefabrykowanych a dokładniej więżby. Tak jak Pan napisal w zaletach ten sposób musi gwarantowac naprawdę idealną precyzje! jeszcze raz gratuluję udanego referatu, pozdrawiam
Referat przygotowany profesjonalnie, zawiera sporo informacji. Ciekawie się czyta.
Znakomity materiał, zawierający wszystkie elementy przekazu merytorycznego. Chciałbym znaleźć uczciwego i niedrogiego producenta/wykonawcę w technologii holz100 lecz wydaję się w Polsce to nierealne a szkoda że my daleko daleko w tyle z uczciwością :(
Niestety, w naszym kraju żadna firma nie buduje w technologii Holz100.
Proponuję kontakt z przedstawicielem p. Erwina Thoma – http://domdrewno100.pl/
Wg przesłanych informacji od firmy Thoma w PLN koszt to do 3500,- zł/m2 dla stanu surowego a do 7500,- zł/m2 dla stanu pod klucz zależny od zamówionej grubości ścian . Nie posiadają gotowych projektów czyli każdy projekt jest tworzony indywidualnie. W artykule nie poruszono bardzo istotnej rzeczy w systemie Holz100, czyli, ze stosowane jest tzw. drewno księżycowe i dlatego mimo bardzo dużego podobieństwa do np. MHM z Niemiec jest to system o niebo lepszy szczególnie pod względem trwałości.
Choć tej informacji nie było w treści referatu, dodałem informację – „Ważnym elementem technologii Holz100 jest fakt, że na elementy domu stosuje się wyłącznie tzw. drewno księżycowe. Więcej – http://budujzdrewna.pl/aktualnosci/ksiezycowe-drewno „
Sam zdecydowałem się na prefabrykat, głównie pod wpływem publikacji zamieszczanych w tym serwisie. Naprawdę dobra robota i sporo przydatnej wiedzy. Więźba prefabrykowana montowana m.in na płytki kolczaste spełniła moje oczekiwania, gdybym miał więcej fantazji zdecydowałbym się na całą konstrukcję w tej technologii. Mój kuzyn tak zrobił i nie narzeka, ale chyba zabrakło mi trochę odwagi, żeby pójść w stosunkowo świeże rozwiązanie na polskim rynku.